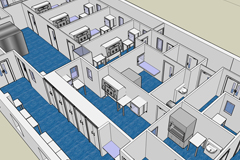
120m² grade D check and release room

Constructing cleanroom panels

Flush fit cleanroom vision panel

Installation of 800m² mezzanine floor
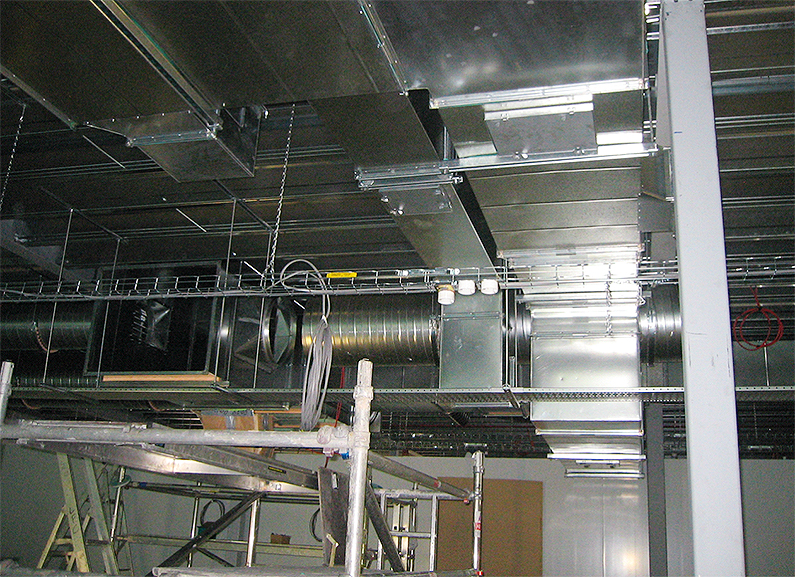
Installation of ductwork in ceiling void

Trolley hatch
ITH Pharma came to Enbloc with a challenge: to build a new multi-million pound commercial pharmaceutical manufacturing facility within an existing, empty industrial unit in North West London in just a few months.
As main contractor, Enbloc designed and built the project, culminating in MHRA certification being awarded, in a total of just 6 months from initial concept. This included installing 800m² of mezzanine floor allowing the facility to have a duplicate of the ground floor on the 1st floor. The client then has the flexibility they need to process multiple product lines at the same time.
The facility comprises 6 Grade B cleanrooms both recirculating and full extract all with their own dedicated change rooms. These Grade B rooms are supported by a further 4 Grade D cleanrooms and 4 primary change areas. There are large packing areas on each floor and a full-height temperature controlled pharmaceutical warehouse with goods lift.
Download this case study »
Enbloc were selected as the Design and Build turnkey Contractor ›
Download case study »
Enbloc were selected as the Design and Build turnkey specialist ›
Download case study »
The facility comprised 4000m2 of Grade C/D areas, support areas, ›
Download case study »
Royal United Hospital Bath NHS Foundation Trust’s new Aseptic Unit ›
Download case study »
Enbloc are experienced in providing ISO5 to ISO8 facilities for ›
Download case study »
As CBD products are now required to be manufactured under ›
Download case study »
Enbloc are experienced in providing -40° degrees C dewpoint low ›
Download case study »
Enbloc were chosen by the University Hospital Southampton NHS Foundation ›
Download case study »
Enbloc are able to carry out the design, supply and ›
Download case study »
Through innovative value engineering Enbloc successfully won the contract for ›
Download case study »
Enbloc have been selected to design and build a significant ›
Download case study »
Enbloc were chosen as Principal Contractor to provide a new ›
Download case study »
Enbloc were contacted to provide a quotation for managing and ›
Download case study »
Enbloc were contacted by the cleanrooms head of department to ›
Download case study »
Enbloc were selected by the University to carry out the ›
Download case study »
Enbloc designed and built the new Topical facility back in ›
Download case study »
Enbloc were chosen as principal contractor to provide a full ›
Download case study »© 2024 Enbloc Ltd. All rights reserved | Enbloc Ltd, Registered Office: Unit 2, Pale Lane, Hook, Hampshire, RG27 8DH. Registered in England - Company No. 04079907