1 of 6 Twin isolators

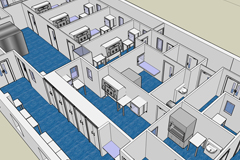
1st floor plant area with ductwork

185m Full height Pharmacy warehouse

Atex rated area

Exterior plant area

Goods lift to 1st floor store area

Grade D labelling and reconciliation cleanroom

Testing and validation equipment

Trespa bench and cupboard
Through innovative value engineering Enbloc successfully won the contract for this significant aseptic manufacturing unit direct with the NHS Trust. Two Central cleanrooms with capacity to achieve Grade B cleanliness feature 6 cutting-edge Aseptic processing isolators.
The isolators –designed and installed by Enbloc –contain rapid vaporised hydrogen peroxide gassing enabling fast sterilising cycles. The HVAC system is dynamically controlled to ensure constant room pressures throughout the suite regardless of Isolator cycle or filter life.
Download this case study »
Enbloc were selected as the Design and Build turnkey Contractor ›
Download case study »
Enbloc were selected as the Design and Build turnkey specialist ›
Download case study »
The facility comprised 4000m2 of Grade C/D areas, support areas, ›
Download case study »
Royal United Hospital Bath NHS Foundation Trust’s new Aseptic Unit ›
Download case study »
Enbloc are experienced in providing ISO5 to ISO8 facilities for ›
Download case study »
As CBD products are now required to be manufactured under ›
Download case study »
Enbloc are experienced in providing -40° degrees C dewpoint low ›
Download case study »
Enbloc were chosen by the University Hospital Southampton NHS Foundation ›
Download case study »
Enbloc are able to carry out the design, supply and ›
Download case study »
Enbloc have been selected to design and build a significant ›
Download case study »
Enbloc were chosen as Principal Contractor to provide a new ›
Download case study »
Enbloc were contacted to provide a quotation for managing and ›
Download case study »
Enbloc were contacted by the cleanrooms head of department to ›
Download case study »
Enbloc were selected by the University to carry out the ›
Download case study »
Enbloc designed and built the new Topical facility back in ›
Download case study »
Enbloc were chosen as principal contractor to provide a full ›
Download case study »© 2026 Enbloc Ltd. All rights reserved | Enbloc Ltd, Registered Office: Unit 2, Pale Lane, Hook, Hampshire, RG27 8DH. Registered in England - Company No. 04079907